

A modern kompozit anyagok lehetővé tették a műanyag alkatrészek önálló gyártását, saját kezűleg.
Ma megtanuljuk, hogyan lehet otthon műanyag alkatrészeket fröccsönteni.
Tartalom:
 Olvassa el még: Hogyan készítsünk hintát saját kezűleg: tervezési jellemzők, lépésről lépésre (rajzok méretekkel) | (100 fotó és videó)
Olvassa el még: Hogyan készítsünk hintát saját kezűleg: tervezési jellemzők, lépésről lépésre (rajzok méretekkel) | (100 fotó és videó)
Egy kicsit az otthoni öntési technológiáról

5 műanyag tárgy két óra alatt
A műanyag termékek gyártásához bizonyos előkészületekre lesz szükség - ugyanabból az anyagból szilikon mátrixot, valamint munkalap hordozót kell készíteni.
Az öntőformák kiváló minőségű Elastolux szilikonból készülnek. Forrásként a 3D nyomtatón készült mestermodelleket, vagy az ipari gyártás eredeti modelljét veszik elő.
A szubsztrátumok általában olcsóbb szilikon anyagokból, például Elastoformból készülnek.
 Olvassa el még: Üvegház készítése saját kezűleg profilcsőből és polikarbonátból: a folyamat teljes leírása, rajzok méretekkel, öntözéssel és fűtéssel (fotó és videó)
Olvassa el még: Üvegház készítése saját kezűleg profilcsőből és polikarbonátból: a folyamat teljes leírása, rajzok méretekkel, öntözéssel és fűtéssel (fotó és videó) Üres műanyag gyártási folyamat

Műanyag formázás szilikonba
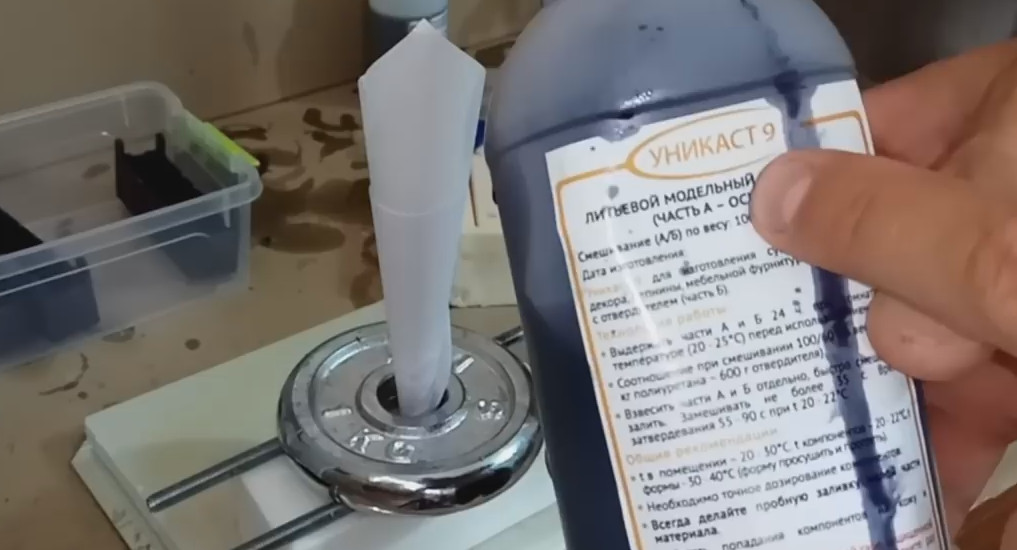
Öntőanyagként kétkomponensű „Unikast 9” poliuretánt használunk, magából a poliuretánból és a keményítőből áll.
Ennek a fogyóeszköznek az ára az üzletekben körülbelül 900 rubel, ahol kb.5 kg bázis és 0.3 keményítő.
1. lépés - poliuretán előkészítése
Festék hozzáadása
Mivel a termék sötét színt igényel, először színt kell adni az alaphoz. Külön eladó. Körülbelül 100 csepp szükséges egy csomag Unikast 9-hez - sötétkék színhez.
Annak érdekében, hogy a termékek árnyalatai ne különbözzenek, a színt hozzá kell adni a poliuretán alap teljes térfogatához.
2. lépés – A fröccsöntő forma előkészítése

Határoló feldolgozás
A szilikon formát a munka megkezdése előtt elő kell készíteni - elválasztóval kell feldolgozni. Erre a feladatra a vazelin keverékek és a kerozin alapú szeparátorok egyaránt tökéletesek.
3. lépés - a fröccsöntő forma rögzítése az aljzathoz

Elnyomás hozzáadása az űrlaphoz
Mivel a szilikon forma hasonló anyagból készül, mint az alap, így szorosan illeszkednek egymáshoz. Az oldat szennyeződéseinek teljes eltávolítása érdekében azonban a formát további terheléssel a szilikon hordozóhoz kell nyomni.
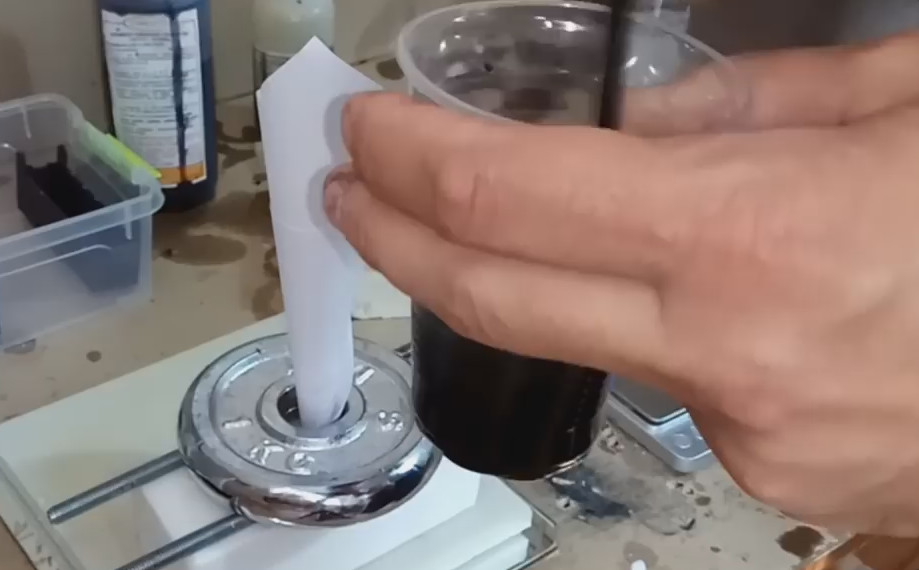
4. lépés - öntőtölcsér

Eldobható tölcsér
Papírból egy eldobható tölcsért készítünk, és belehelyezzük a forma nyílásába.
5. lépés - a poliuretán készítmény előkészítése

Reagensek előkészítése keveréshez
Erre a célra jobb, ha pontos elektronikus mérleget használunk.
A mérlegre helyezünk egy műanyag edényt, és az utóbbit visszaállítjuk.
Öntse a szükséges mennyiségű poliuretán alapot - minden formánál a térfogatot külön számítják ki.
Keményítőt adunk hozzá 0,6-1 arányban. 20 gramm alaphoz 12 gramm keményítő kell.
6. lépés - keverje össze a reagenseket
Legfeljebb 30 másodperc
Keverje legfeljebb 30 másodpercig gyorsan beindul a kémiai reakció, amit a keverék melegítése is bizonyít.
7. lépés - öntés

Az űrlap kitöltése
Öntse a tartály tartalmát a szilikon mátrixba.
8. lépés - távolítsa el a terméket a formából

Ahhoz, hogy megszerezze, el kell távolítania a lábakat a csövekről
20 perc elteltével kiveheti a műanyag terméket.
Ehhez távolítsa el a tölcsért a fagyott felesleges műanyaggal, és válassza ki a műanyag „lábakat” a csövekről.

Könnyen eltávolítható
A kész terméket kivesszük a formából.
 Olvassa el még: Virágcserepek készítése saját kezűleg: kültéri, beltéri, függő | Lépésről lépésre diagramok (120+ eredeti fotóötlet és videó)
Olvassa el még: Virágcserepek készítése saját kezűleg: kültéri, beltéri, függő | Lépésről lépésre diagramok (120+ eredeti fotóötlet és videó)
Eredmény és összegzés

Kiváló eredmény
A termék kiváló minőségűnek bizonyult, az egész folyamat körülbelül 30 percig tartott. Már csak a munkadarab enyhe módosítása marad: vágja le a csövek lábait, kissé tisztítsa meg a terméket csiszolópapírral.
Ha összehasonlítjuk a műanyag termékek gyártásának ezt a technikáját a 3D nyomtatással, akkor magabiztosan kijelenthetjük, hogy a fröccsöntés nyeri a gyártási sebességet: 1 darab 30 percben a 4 órával szemben. Ami a nyersanyagköltséget illeti, a 3D nyomtatás 3-3,5-szer drágább.
Kiemelt videó: FLOAT CASTING - Műanyag formázása szilikonba

ÚSZTÁSÖNTÉS - Műanyag szilikonba öntése
Műanyag alkatrészek készítése otthon???





